在设计图纸中能想象出一艘船似乎很容易,但是在造船厂将图纸变成钢材船舶分段是很困难。
这方面最相关的例子:
船舶的主机通过轴与螺旋桨相连,活塞的平移运转引起曲轴上的旋转运动,曲轴又连接到推进轴,然后轴穿过尾管。在轴的后端,在艉轴管的外面,连接着螺旋桨装置。
安排如图 1 所示:
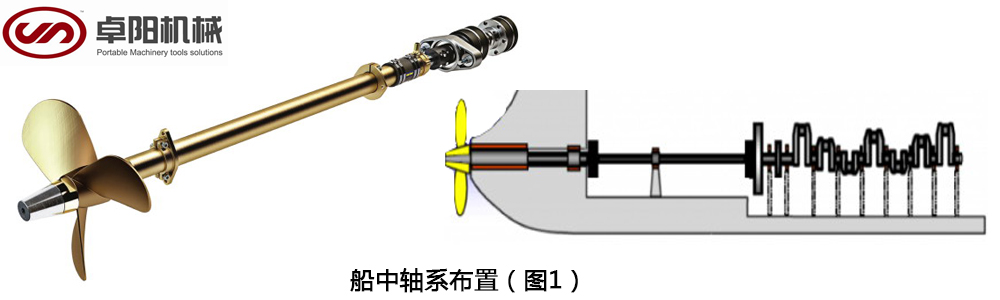
曲轴的中心线必须对中着推进轴与螺旋桨的中心线。如果不是在一条轴心线上,螺旋桨将在运行状态下围绕其位置摆动。即使是几毫米的摆动也会导致轴系布置中产生高应力,从而导致结构故障。严重的话推进轴断裂还可能导致船舶发生重大事故。
正如在上面看到的,很容易在纸上或计算机绘图中形象化这种容易。但考虑到这一点,假设在船舶建造过程中,轴没有准确地沿着曲轴中心线定位。考虑到竖井足够长,在普通船舶中可达 7 到 10 米以上,在后端的竖井中心线的偏移量最终将达到毫米级。这不是设计失败,而是我们生产方法的失败。
那么,船舶制造商如何确保轴完全按照设计对中呢?为了确保这一点,建造者遵循称为艉管镗孔和瞄准对中的方法,在以下几点中进行了描述:
1、对船尾管进行瞄准和镗孔孔,以根据设计数据准确地确定轴系的中心线。
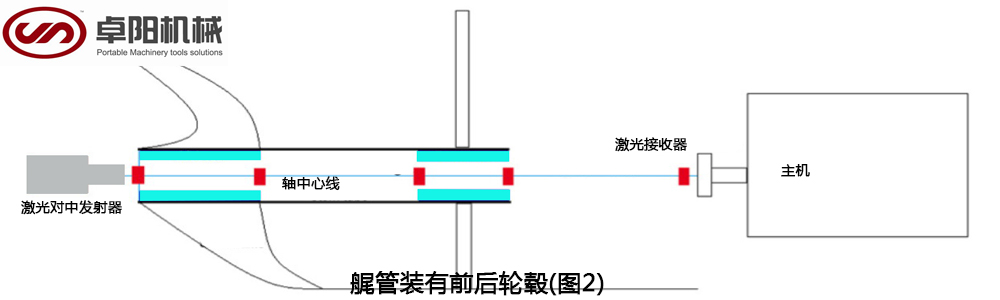
2、艉轴管由两个轴承组成。一个轴承位于其前端(称为前衬套轴承),另一个位于其后端(称为后衬套轴承)。推进轴穿过这些轴承的孔。轴承与轴之间的间隙非常小,因此轴中心线要正确建立在与轴承中心一致的位置上。通过保持这一点,可以确保轴中心线与轴承和曲轴的中心线相匹配。同样,轴承安装在凸台内(稍后解释)。
按照图 2 了解艉轴管中凸台:
3、船尾骨架是船体最尾部的结构,单独锻造,然后连接到其余的船体结构上。艉架还装有艉管。艉管则容纳船尾轴承。因此,船厂向后衬套轴承制造商订购了内径加工余量。为什么?那么,加工余量的意思是,如果轴承要求的内径为0.5米,制造商将订购内径为0.49米的。当造船厂将轴穿过轴承时,他将内径加工到0.5米,以符合设计值。
4、现在,这些轴承如何安装在艉轴管内,船尾轴承安装在船尾管内的空心圆柱体内,称为凸台。因此,轴装在轴承内,轴承装在凸台内,凸台又装在艉轴管内,如图 2 所示。因此,后凸台装有后轴承,前凸台装有前轴承。为了能够使轴承与凸台的中心线与轴承的中心线相匹配,在订购凸台时,其内径带有加工余量(与轴承内径有加工余量的原因相同。 )
5、艉架焊接在船体结构上,艉凸台焊接在艉轴管上。
6、现在出现了一个问题,由于船体结构上有多个焊缝,也因为考虑到船体上每块钢板的切削余量,前后凸台的几何中心线将与设计图纸中规定的所需中心线不匹配。
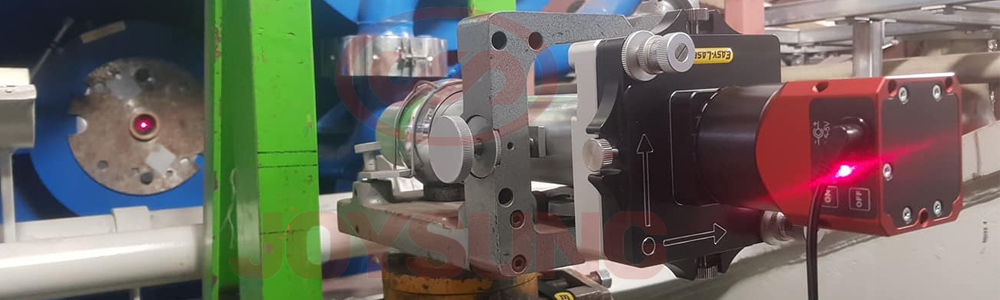
7、将激光对中仪器放置在与设计中心线高度相匹配的所需高度,多个接受靶放置在后凸台的后端和前端、前凸台的前端和后端以及沿发动机输出法兰的中心线。
8、然后通过激光对中仪观察排列,中心目标的位置相应地对齐,直到所有目标的所有中心线通过激光对中仪重叠为一条直线方可。
9、然后标记前后凸台的中心,这些中心现在应该分别与前后衬套轴承的中心线相匹配。因此,根据获得的凸台中心,将衬套轴承的内径加工成所需的内径,以便能够容纳推进轴。(这就是为什么船厂总是在订购轴承内径上有加工余量的原因。)
10、注意衬套轴承的内径是否正确(内径太大,轴会在其中摆动,中心线不匹配。如果内径太小,则不会能够将轴容纳在轴承内)这就是为什么在加工内径后用千分尺精确测量内径的原因。
11、事实上,前后衬套轴承的外径加工余量为5mm。这些轴承的外径经过加工,使凸台的内径和轴承的外径之间存在约 0.01 至 0.02 毫米的过盈量。
12、这允许轴承以过盈配合压入艉轴管的凸台。
图 3 显示了轴承安装在凸台内后的布置。

13、达到中心线后,将推进轴送入轴承进行安装。
先进的镗孔和瞄准技术也使用激光技术来确保比上述方法更好的精度。镗孔和瞄准也用于将舵轴的中心线与舵机设备对齐。
然而,即使在造船厂的建造过程中轴系系统如此精确地对齐,由于船体梁的弯曲,轴仍可能偏离其原始对齐方式。根据装载条件和船舶航行的海况,会出现不同的弯曲情况。因此,在此过程中,可能会由于螺旋桨轴的弯曲而导致轴对中发生变化。
因此,对于设计者来说,重要的是要考虑船体梁的中拱和下垂对轴系校中变化的影响,为了稍微了解一下这方面的设计过程,让我们了解其基本原理还很简单,并且遵循欧拉梁弯曲理论。在船舶轴的设计中,设计师估计轴上的扭转、弯曲和剪切载荷,从而找出弯曲的临界点。因此,确定衬套轴承(后轴承和前轴承)的位置,以确保在最恶劣的负载条件下轴的挠度尽可能低。
船级社与船舶结构安全规则的制定有关,积极参与制定考虑到这种影响的规则,他们还为此对各种类型的船舶进行了研究,并记录了所获得的统计数据,以供船舶设计者、建造者和船坞人员参考。
定期检查衬套轴承和推进轴之间的轴承间隙也非常重要和必要。由于长时间在各种负载条件下使用,轴承内衬容易磨损,从而增加轴与轴承金属之间的间隙,这也可能导致轴的摆动。
在检查轴对中和挠度的测试期间,应注意在轻型船舶条件下(在这种情况下轴挠度将最小,并将显示轴的固有挠度)和满载吃水条件(其中,由于船体梁本身弯曲引起的额外挠度,挠度将是最大的)。
关注我们,联系电话:15302750861后期将为您带来更多现场加工工艺及现场应用。