加工对象:压紧缸配合面(可以吸附设备的面),配合面尺寸:宽520*高550,
每个面加工出两个键槽,共计四个面,共加工八个键槽。
红色框标示的键槽在配合面上的位置,蓝色区域为镂空区域(无法磁吸)
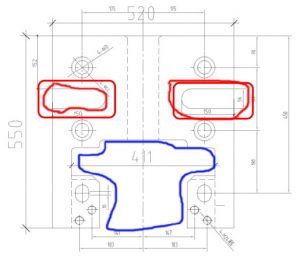
材质:锻钢45
硬度:HB241-286
键槽尺寸:D=56,长 150mm 深 30mm
补充说明:设备需要磁吸在配合面进行加工,根据我公司长期使用的磁吸设备(磁吸钻,吸力为35000N,在钻孔时仍然会出现松动情况)
需要明确的参数:该设备的吸力多少?在550*520的面上能否有效吸附?在同一个面加工完一条键槽完一个键槽后是否需要移位再加工另一条键槽还是可以不移动再加工另一条键槽?加工我们要求的键槽,需要配多大的铣头?在配置确定的铣头情况下,加工深度、速度是多少?加工一条键槽需要多长时间?
- 设备磁吸力为92万N;
- KMM300铣床磁铁:长度450mm、宽度164mm,可以在550*520的面上有效的吸附,吸附完全足够使用;
- 在同一个面上加工完一个键槽后设备需要移位加工另外一个键槽;
- 根据贵公司加工键槽尺寸要求:D=56,长 150mm 深30mm,需要配Ø20铣刀,根据吃刀量选择合适的加工速度;
- 加工一条键槽的时间预计在2小时左右
附件:
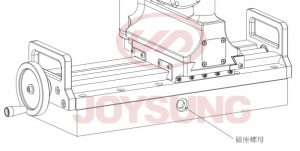
1、 根据加工现场的特点,可通过磁盘直接固定机床。使用扳手旋转磁盘螺母让磁铁底座吸附在工件上,从而固定机床。
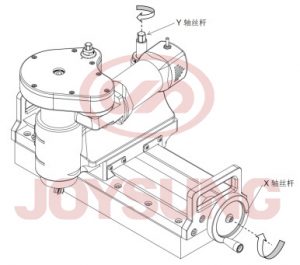
2、Z轴方向的进给及调节吃刀量,均需先将主轴套锁紧螺丝松开,通过扳手旋转Z轴丝杆,运动的行程可参照刻度盘,每一个小刻度为 0.05mm。

3、X、Y轴的铣削进给均由旋转手轮手动驱动,可以根据不同的加工需求,选择不同的走刀速度。
JOYSUNG公司致力于开发和制造不同的便携式设备和工具。
- 主涡轮阀门
- 泵、压缩机和基础面
- 锻压机、水利枢纽发电